|
お客様から図面orスケッチを頂きます。当社で製作可能なものか?図面上改善した方が良い点はないか?などを、お客様と相談しながら見ていきます。そして使う材料、工程、作業時間を考えて、御見積りを出します。
|
事業内容
技術紹介
一般にステンレス製のシンク(流し)と言いますと、『プレスシンク』と『手板金シンク』に分かれます。
高橋製作所は後者の手板金シンク、カウンターを製作している会社です。
それでは当社の製品が出来るまでを簡単ではございますが、説明させて頂きます。
高橋製作所は後者の手板金シンク、カウンターを製作している会社です。
それでは当社の製品が出来るまでを簡単ではございますが、説明させて頂きます。
プレスシンクとは?
金型を作り、一枚のステンレス板をプレスすることによって作られるシンクです。このシンクの最大のメリットは金型さえ作ってしまえば(莫大な 資金とプレス機と技術者がいないと出来ませんが・・・)大量生産が出来る ため、低価格で作ることが出来る点です。逆にマイナス点は、<特注で1個だけ作る>みたいなことが出来ないことです。手板金シンクとは?
板を切って、曲げて、溶接することによって作られるシンクです。このシンクは、一つ一つ手作りになるため、大量生産(1000個とか2000個) には不向きで、手作りであるためプレスシンクに比べ価格は高くなります。しかし、このシンクのもっとも優れているところは、プレスシンクには出来ない シンク、。人と同じでは嫌だ!と言う方に、オンリーワンの商品を提供出来るところです。製品が出来るまで
①打ち合わせ
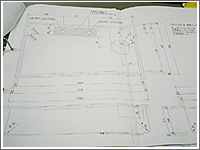
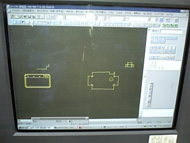
②図面作成
|
無事製作可能!のGOサインがでると、CADに入力。この作業は図面展開の知識が豊富にないと出来ない作業です。当社で扱っているステンレスは、0.4ミリ~5.0ミリが主です。その扱う板によって板の伸び値が違います。また、折る際の金型の種類によっても変わります。それらを総合的に理解していないと展開作業は出来ません。モノ作りと言うと、肉体労働と言うイメージが強いですが、実際はかなり頭を使うんですよね。
|
③切断

|
CADの入力が終わるといよいよ本格的に製作になります。まず最初の段階。ステンレスの板を必要な寸法に板を切ります。これは<シャーリング>と言う機械を使って切ります。結構大きな音がします。板の厚みや、材質(ステンレスorスチール)によって音も違うんですよ。
|
④レーダー加工

|
これはステンレスの板を文字どうりレーザーで ビィ~っ!と切って行くんですよ。便利な世の中になりましたねェ~。私が会社に入った頃は、シャーリングで切った後は全て手作業。ハサミ(と言ってもステンレス用)やジグソーで切っていました。ですからミスったら大変!(レーザーもそうですけど・・・) ケガキからやり直しです。ケガキとは、材料に線を引いて行く作業で、ケガキが曲がると品物も曲がる・・・と言うもので、図面から寸法を拾って線を引くので時間が掛かるんですよ(私は・・・)
|
⑥溶接

|

|
ここまで、板を切る~曲げまでは、それほど技術は要りません。(怒られそうですが・・・)ここからが職人の世界になると思います。曲げたシンクを叩き溶接して行きます。<アルゴン溶接>と言う溶接です。いわゆる電気溶接(アーク溶接)はバチバチバチィ~!!と物凄く火花が飛びますが、アルゴン溶接はガス溶接なので、おとなしいです。当社はアークもアルゴンもやってます。まずシンクを叩くですが、職人さんは簡単そうにやってますが、実際叩くと狙った所にいかないんですよ。余計な所を叩いたりィ・・・。叩き過ぎて板が伸び過ぎたりィ・・・。叩く音を聞くと腕が良いか悪いかも判ってしまうんですねェ。
|
⑦仕上げ

|

|
シンクの溶接が終わると今回の場合はトップ(段が落ちている部分。ん~解かりずらい)と、溶接して合体させます。これも腕がいります。溶接の手のスピードと、溶接電流の強さが密接に関係しています。それが終わると、次が<サンダーがけ>。これも奥が深い!手のスピードと、サンダーの歯の角度で仕上がりが変わってきます。油断していると、必要以上に削って品物にならなくなってしまうので、要注意です。サンダ-がけが終わると次は研磨(仕上げ)。これも腕です。つまり、レーザーがあっても、ハイテクなベンダーがあっても、最終的な品物の仕上がりを左右するのは職人の腕なんですねぇ。
|
⑧完成

|
ついに完成です。今回の品物は<アンダーシンク>と呼ばれているもので、人造大理石の下に入れて使うものです。駆け足で説明してまいりましたが、作業の流れはこんな形です。 この他にもオールステンレスのカウンターや建築金物なども作っております。
|